
Context: PhotoSentinel is a specialist manufacturer of long-term timelapse cameras for the construction industry, producing products that operate unattended outdoors for months or years at a time, with customers who have little tolerance for failures in the field. Assembly, test, packaging, and fulfilment were handled by a team of three to four people. This case study documents a structured process improvement initiative across the full operational lifecycle: product rationalisation, procurement, production, quality control, inventory, fulfilment, and the sales-to-build pipeline.
Note: This case study is based on my tenure as Production Manager. Specific throughput figures are directional rather than precisely documented; the emphasis is on the structural and systemic changes made and the reasoning behind them.
My Role
As Production Manager I led a team of four full-time staff, later three, supplemented by part-time and temporary workers during demand spikes (typically large orders of 10 to 20 units). I directly owned procurement, process improvement, process documentation, reporting, and stock management. QA and despatch were shared responsibilities across the team, with much of the documentation and standards work for both sitting with me.
The Starting Point
The team was small but the operational surface was not. At any given time, the same people responsible for assembling and testing products were also managing stock purchasing, handling customer shipments, fielding order queries, and improvising solutions to a supply chain that had grown organically without deliberate design.
The products themselves were technically complex and served a specific niche, not commodity electronics, but specialist builds with high customer expectations and no tolerance for quality issues leaving the facility. The core problems, as they presented:
- Product complexity had sprawled over time, with multiple generations of the same product line coexisting in production, each with its own component set, documentation, and supply chain requirements
- Legacy parts holding tied up floor space and capital in obsolete stock (in a constrained production environment, the physical burden was as immediate as the financial one), including expensive custom components that had been superseded
- Procurement was reactive: stock ordered when someone noticed a shortage, leading to emergency buys, stockouts, and supplier dependence on slow international lead times
- High-labour assembly steps were being performed in-house where outsourced alternatives could deliver consistent quality upstream of the team’s own quality gate
- Assembly was unit-by-unit, with subassemblies built as part of each individual product build and process knowledge held in heads rather than documented procedures, making output heavily dependent on which experienced staff were on the floor
- Inventory was tracked informally, creating uncertainty about what was on hand versus what had been committed against open orders
- Shipping lacked standardisation across domestic and international fulfilment, with multiple carriers with different pickup windows, service levels, and inconsistent capability to handle lithium battery shipping restrictions making it difficult to prioritise urgent orders and keep compliance reliable
- The sales pipeline operated largely independently of production capacity, with no structured mechanism for production to anticipate demand or define meaningful order cut-off rules
- Reporting was minimal; the team’s throughput was invisible to anyone outside the room
Product Rationalisation: Retiring the Legacy Line and Simplifying the Mach II Range
The product range had accumulated into something harder to manage than it needed to be. I proposed the product line rationalisation and drove it through to completion, in consultation, and at times in hard-fought argument, with sales and marketing. Two distinct threads ran in parallel.
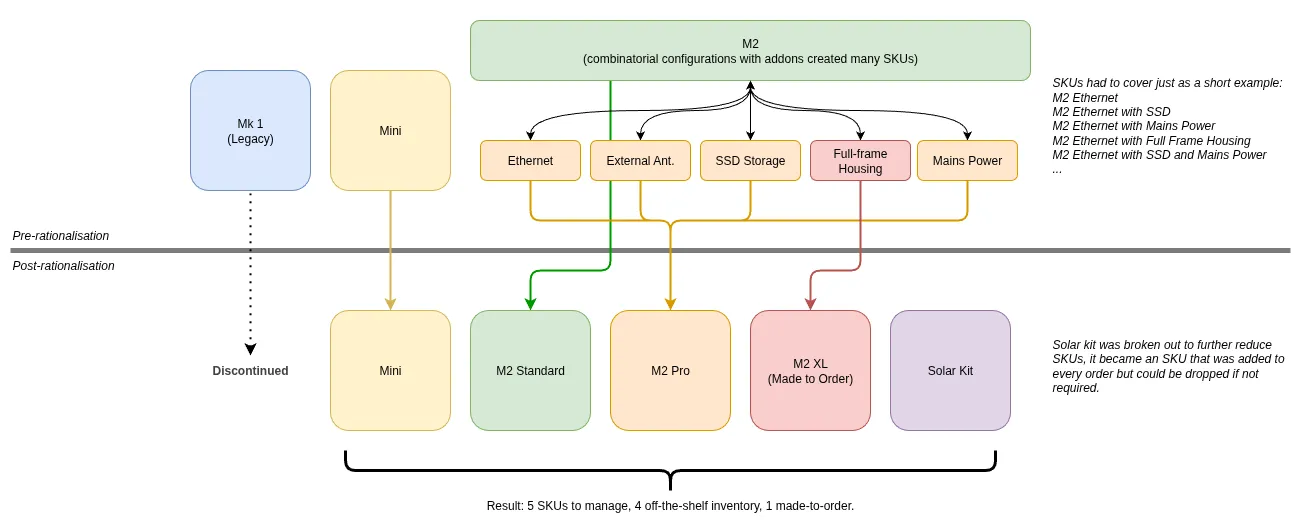
Retiring the legacy product. The original product line coexisted alongside the newer Mach II platform, carrying its own supply chain, documentation burden, and customer support tail. Making the case that the Mach II addressed everything the original did and more, and then following through on the transition, required sustained advocacy on my part against genuine resistance; the argument had to be won on the merits, repeatedly. The payoff was material: the legacy line had relied on expensive, custom-machined aluminium components, precision-machined parts for camera mounting with the associated unit cost and minimum order constraints. The Mach II replaced these with injection-moulded parts: cheaper per unit, which meant they could be purchased and held in volume without the same capital exposure, and which also enabled the more sophisticated mounting mechanisms the Mach II introduced. The legacy machined components had occupied meaningful floor space in a constrained production environment (a daily friction for the team), in addition to the capital they represented.
Simplifying the Mach II add-on model. The Mach II had accumulated several optional add-ons, including ethernet, external antenna, SSD storage, a full-frame-camera-capable housing, and others, creating a matrix of potential configurations that complicated ordering, procurement, build scheduling, and stock management. This was rationalised into two clear tiers: a Standard configuration with no add-ons and a Pro configuration with ethernet, external antenna, and SSD included as standard. The one exception was the larger full-frame camera housing, which became its own genuinely specialised Mach II XL made-to-order item, rare enough in practice to warrant a separate ordering and production process, and requiring specialist shipping regardless.
The Mini was a separate product throughout, a different form factor with different components serving a different use case, and remained as its own continuing SKU.
The combined effect of retiring the legacy product and collapsing the Mach II add-on matrix resulted in a 56% reduction in unique SKUs. The cleaner range made everything downstream more tractable: fewer component categories to track, more predictable build sequences, and a sales team that could explain the offering without navigating a configuration matrix.
Procurement, Local Distribution, and Stock Holding
With a rationalised product range and a clearer component picture, it became practical to define minimum stock levels and introduce a structured reorder process. The shift from reactive purchasing to a planned procurement cadence reduced both emergency buys and the carrying risk of over-ordering against uncertain demand.
A more significant change was establishing a relationship with a local distributor willing to warehouse key components onshore, including solar panels, which had previously required international sourcing with the associated lead times and minimum order commitments. Bringing that supply onshore reduced reorder times substantially, gave the team more flexibility to respond to demand shifts, and reduced the risk of a long inbound lead time holding up an entire production run.
The combination of a simpler product range, local distribution, and defined par levels meant the team was no longer managing procurement by intuition and memory; it was a system that could be operated consistently by anyone on the team.
Outsourcing High-Labour Steps Without Compromising the Quality Gate
Several steps in the production process were time-consuming without being genuinely differentiating, tasks where the value of in-house execution was minimal relative to the labour cost.
The decision to outsource was made carefully. The criterion was not simply whether someone else could do it cheaper, but whether they could do it to a standard that allowed the team to maintain its own quality gate on the finished product. Where the answer was yes, the work moved out.
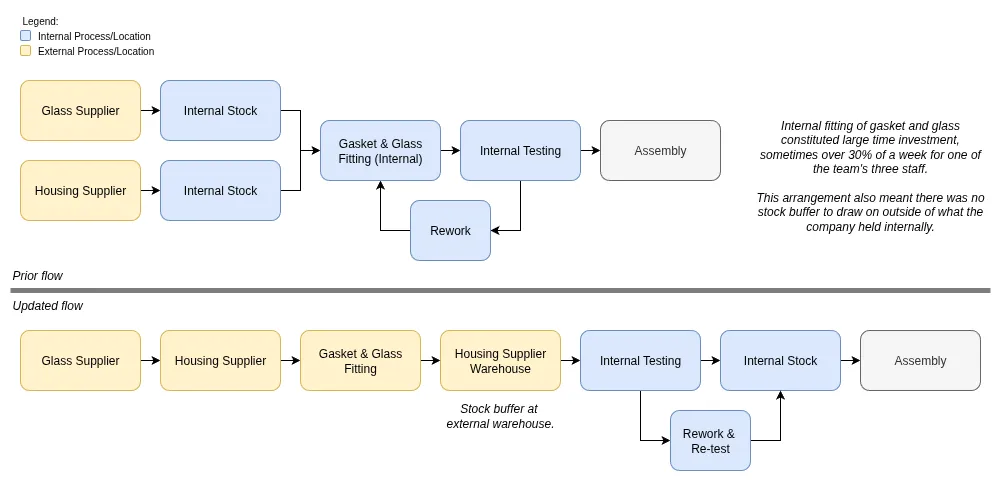
One of the more structurally complex outsourcing decisions involved the product’s exterior housing. The enclosure was manufactured by the local arm of a large multinational. Rather than receiving raw housings and fitting the window and gasket in-house, a time-consuming and fiddly step, we worked with the manufacturer to take on that preparation themselves. This required coordinating our glass supplier in China to ship the optical windows directly to the housing manufacturer, who would fit them along with the gaskets before shipping completed housing assemblies to Australia.
The housing manufacturer then warehoused a significant volume of finished assemblies locally, from which we drew as needed. This arrangement came with a substantive commercial commitment, the kind that required careful evaluation of the demand forecast and internal buy-in beyond the production team before it could be entered into deliberately. The reduction in per-unit labour cost and the removal of that step from the production line justified the exposure, provided the forecast held, and the rationalised product range had simplified the enclosure supply chain enough to make the volume commitment defensible.
This did not mean reducing quality control. Every unit leaving the facility continued to pass through the same functional testing regime. Outsourcing reduced the labour load upstream of that gate; it did not move or lower it. That distinction was important both practically and in how the change was communicated. The team’s identity was bound up in the quality of what they shipped, and the change had to be framed (accurately) as a smarter allocation of that capability, not a dilution of it.
The freed capacity was redirected toward higher-value activity: more thorough test documentation, better build scheduling, sub-assembly pre-production, and the improvement work itself.
Batch Processing, Build Procedures, and Assembly Tooling
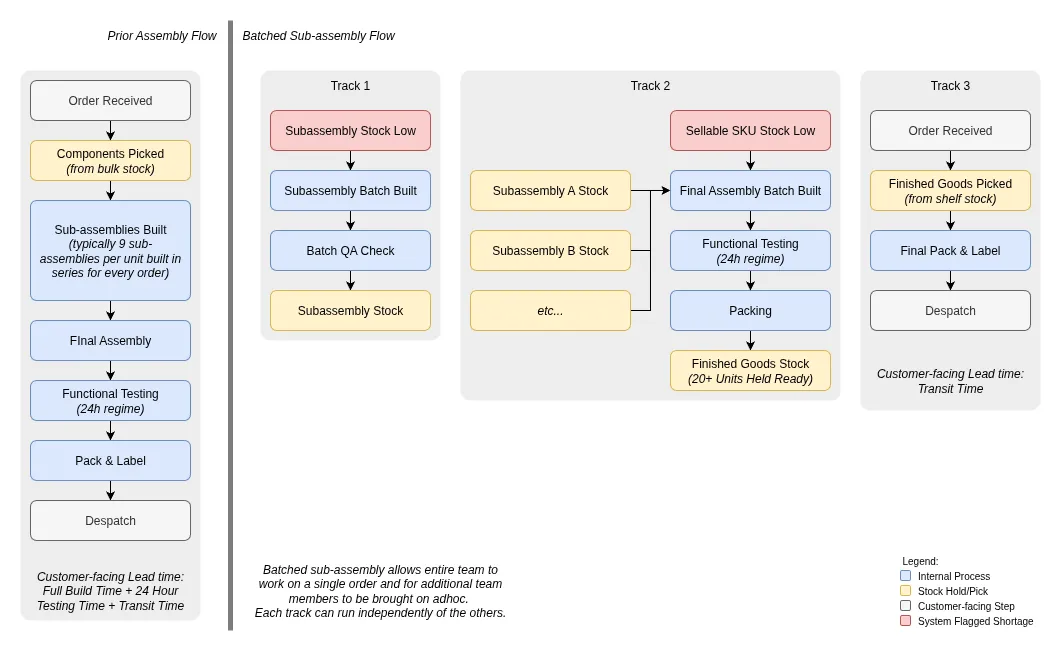
The deepest change to production itself was restructuring how units were built. Assembly had been unit-by-unit: each product built end to end, with every subassembly made as part of that single build, by whoever knew how. The shift was to batch processing of subassemblies: producing subassemblies in batches ahead of final assembly, so final assembly drew from a pool of completed subassemblies rather than starting from loose components every time.
Three things made this work:
Documented build procedures. I wrote assembly guides for the majority of the Mach II subassemblies, with an explicit design goal: any worker should be able to pick up a guide and produce a correct batch, not just the experienced full-time staff. This mattered most during demand spikes and staff absences. Part-time and temporary workers were brought in at various points to build subassembly batches, and the procedures held up; temp labour became genuinely productive within hours rather than days.
Jigs and fixtures. Where a step was slow or fiddly, I built tooling to batch it. A representative example: the roller assembly required seven bearings, previously pressed on individually by hand. A press and jig setup turned this into a single batched operation, with a full run of roller assemblies pressed in one session.
Batch-level quality checks. Checking a batch of identical subassemblies at once is faster and more consistent than checking the same components scattered across individual unit builds, and faults were caught before a subassembly was buried inside a finished product.
The streamlined assembly procedures maintained production rates and quality through a reduction of the full-time team from four to three, the equivalent of a 25% reduction in assembly labour per unit. The batch processing of subcomponents then lifted overall production line throughput by a further 30%.
Build Model: From Just-in-Time to Shelf Stock
The production model at the start of the period was effectively just-in-time: units were built against orders rather than to shelf. For small orders this was workable, but any order above four or five units created a backlog while the build queue caught up. For a product sold to construction projects, where a site manager needs cameras on site by a specific date, that unpredictability was a genuine commercial problem.
The shift was to a pre-built stocked inventory model: maintaining a standing inventory of 20+ completed, tested units ready for immediate despatch. For the majority of orders, fulfilment became a 3-step pick, pack, and ship, rather than the original pick, build, test, pack, ship. Lead time for the vast majority of orders dropped to the carrier’s transit time.
The shelf stock model only worked because the upstream improvements held. Reliable component supply, batch-processed subassemblies, reduced build time from outsourcing, and a simplified product range all provided the headroom to build ahead without creating congestion or tying up resources unpredictably. Holding 20+ finished units was a deliberate capital commitment, but a manageable one: the units were sellable on short notice, the inventory level was defined and the customer-facing improvement in order turnaround was significant.
Holding finished stock also forced standardisation of how it was handled. I led the standardisation of how completed units were stored, labelled, and packaged while awaiting sale, and helped build out the updated despatch process and labelling standards that moved them out the door. Finished goods went from an informal arrangement on shelves to a defined system where anyone on the team could locate, verify, and despatch a unit without guesswork.
Carrier Consolidation and the Resulting Order Cut-Off System
Shipping had involved a fragmented mix of carriers across domestic and international fulfilment, which created scheduling unpredictability. The complications weren’t purely logistical: battery-powered devices face shipping restrictions that vary by carrier, class of service, and destination region, restrictions that some carriers handled confidently, others inconsistently, and others didn’t service at all for certain regions. Managing multiple carriers meant managing multiple variants of that problem simultaneously.
Consolidating to a single primary carrier resolved both issues at once. Known, consistent pickup windows meant that for any given order, the team could determine with confidence whether a large order or a custom build could be completed and despatched in time, and if not, when it realistically could.
This operational change created something immediately useful for the sales team: defined order cut-off points for rush, large or custom builds. Rather than sales making commitments based on optimism and then chasing production to honour them, there was now a clear rule: an order of this type, received after this point, will ship on this date. Rush orders could be prioritised over regular stock builds when the schedule allowed, and sales had the information they needed to set accurate customer expectations.
The knock-on effect on customer relationships, with fewer missed or renegotiated delivery commitments, was tangible, even if hard to quantify precisely.
Working With Sales: Pipeline Visibility and Demand Forecasting
The sales function and the production function had been operating with limited shared visibility. Orders arrived when they arrived. There was no structured mechanism for production to see what was coming, which made it difficult to hold appropriate stock, schedule builds efficiently, or avoid the whiplash of a large order landing against depleted inventory.
We worked with the sales team to establish a basic order pipeline view, a maintained snapshot of what was in progress, expected to close, and likely to result in a build requirement within a given planning window. This was not a sophisticated model. It was a discipline of communication and a habit of looking ahead together.
From this, we developed a demand signal that fed back into stock purchasing decisions. Even a rough forecast, one that was regularly revised and occasionally wrong, was more useful than none. Knowing that several large orders were likely in the next six weeks was actionable. Knowing nothing was not.
The sales team’s forecasting accuracy was, to put it diplomatically, a work in progress. The value was not in the precision of the numbers but in the shared habit of forward planning and the accountability that came with it.
Throughput Reporting and Budget Visibility
The team’s output had been largely invisible outside the room. Builds completed, orders shipped, testing hours invested, and none of this was captured in a form that communicated the department’s contribution or informed decisions elsewhere in the business.
We introduced a lightweight throughput review: a regular summary of what had been built, tested, and shipped in the period. Internally, this gave the team a clear picture of their own productivity and helped surface where time was actually going. Externally, it made the department legible to stakeholders who otherwise had no structured view of what a small production team produced.
Alongside this, we developed a rolling stock budget projection, a forward estimate of purchasing spend required to maintain build capacity against the forecast pipeline. This replaced a pattern of surprise purchase orders with something the business could see coming, and gave the team a defensible basis for procurement decisions.
The projections were informed by the same imperfect sales forecast. They were presented as working estimates, updated regularly, and treated as planning tools rather than commitments. That framing was important: the goal was to reduce the surprise of the unknown, not to pretend the future was predictable.
What Changed
The improvements were cumulative and reinforcing. A rationalised product range made stock management tractable. Tractable stock management made procurement planning possible. Local distribution shortened lead times and reduced the capital tied up in strategic over-stocking. Batch-processed subassemblies, documented build procedures, and purpose-built jigs raised throughput and made flexible labour genuinely usable during demand spikes. Carrier consolidation gave the team scheduling predictability, which enabled the order cut-off rules that gave sales something concrete to work with. Procurement planning, combined with pipeline visibility, made the budget projections meaningful. The outsourcing of the housing preparation, a structurally complex arrangement involving a multinational manufacturer, a Chinese glass supplier, and a contracted local warehouse, removed a significant labour burden from the line while keeping quality ownership exactly where it belonged. Throughout, the throughput reporting created a feedback loop the team had not previously had.
The direction of travel was clear: more builds completed, less scrambling, fewer stockouts, a smoother fulfilment process, and a team with genuine visibility into what was coming. High-labour steps had moved upstream to capable suppliers, with quality still owned in-house. The department was legible to itself and to the rest of the business in a way it hadn’t been before.
By the end of the tenure, the numbers told a clear story. A full-time team of three, down from four, with temporary workers brought in only for demand spikes, handling not just assembly but all associated purchasing, stock management and receiving, quality assurance, shipping, and the general upkeep of a working production space, was reliably completing 60+ units per month across three major SKUs (Mini, Mach II Standard, and Mach II Pro, alongside low-volume made-to-order Mach II XL builds for full-frame camera configurations), up from a baseline of 30-40. During periods of peak demand, output reached 75+ units per month. That capacity was not just achieved but sustained: through 2019 and into 2020, when COVID-era supply chain disruptions added significant pressure to the very procurement and logistics systems that had been rebuilt. The structural work held.
Lessons Carried Forward
Rationalise before you optimise. Trying to optimise a sprawling product range or a reactive procurement process before simplifying it first is harder work for less return. The clearest gains came from reducing complexity, then improving what remained.
Retiring legacy products is worth the persuasion effort. The case for retiring the original product line required sustained internal advocacy. The payoff, in eliminated custom parts holding, simplified procurement, and a cleaner build schedule, justified the effort many times over.
Operational changes can create commercial tools. Consolidating carriers was a logistics decision. The order cut-off rules it enabled were a sales tool. The downstream effects of operational clarity are often underappreciated until they’re in place.
Multi-party supply chains require commercial honesty. The housing outsourcing arrangement was only viable because the full commercial commitment was evaluated and accepted deliberately, not discovered later. Operational improvements that depend on supply chain restructuring need the same rigour applied to the commercial terms as to the logistics.
Write procedures for the least experienced person who will ever follow them. The assembly guides were written so that a temp worker on their first day could produce a correct subassembly batch. That standard is what turned documentation from a compliance exercise into genuine production capacity: it made flexible labour viable during demand spikes and made the team resilient to absences.
Quality gates are non-negotiable, but where the work happens is flexible. Outsourcing steps doesn’t mean outsourcing accountability. Keeping the quality gate firmly in-house was the condition that made it possible to move other work out, and the distinction that made the change credible.
Imperfect forecasting beats no forecasting. A rough demand signal, honestly presented and regularly updated, changes decisions in ways that pure reactivity cannot. The forecast was frequently wrong. It was still worth having.
Visibility is a process output, not just a reporting exercise. Making throughput and spending visible wasn’t bureaucracy; it was what gave the team leverage in conversations about resources, priorities, and expectations. A team that can show its work is in a fundamentally stronger position than one that can’t.